Снятие, ремонт и установка шатунно-поршневой группы
Содержание:
Цилиндр
Цилиндры представляют собой направляющие элементы кривошипно-шатунного механизма. Внутри их перемещаются поршни. Длина образующей цилиндра определяется ходом поршня и его размерами. Цилиндры работают в условиях резко изменяющегося давления в надпоршневой полости. Их стенки соприкасаются с пламенем и горячими газами, имеющими температуру до 1500… 2 500 °С.
Цилиндры должны быть прочными, жесткими, термо- и износостойкими при ограниченном количестве смазки. Кроме того, материал цилиндров должен обладать хорошими литейными свойствами и легко обрабатываться на станках. Обычно цилиндры изготавливают из специального легированного чугуна, но могут применяться также алюминиевые сплавы и сталь. Внутреннюю рабочую поверхность цилиндра, называемую его зеркалом, тщательно обрабатывают и покрывают хромом для уменьшения трения, повышения износостойкости и долговечности.
В двигателях с жидкостным охлаждением цилиндры могут быть отлиты вместе с блоком цилиндров или в виде отдельных гильз, устанавливаемых в отверстиях блока. Между наружными стенками цилиндров и блоком имеются полости, называемые рубашкой охлаждения. Последняя заполняется жидкостью, охлаждающей двигатель. Если гильза цилиндра своей наружной поверхностью непосредственно соприкасается с охлаждающей жидкостью, то ее называют мокрой. В противном случае она называется сухой. Применение сменных мокрых гильз облегчает ремонт двигателя. При установке в блок мокрые гильзы надежно уплотняются.
Цилиндры двигателей воздушного охлаждения отливают индивидуально. Для улучшения теплоотвода их наружные поверхности снабжают кольцевыми ребрами. У большинства двигателей воздушного охлаждения цилиндры вместе с их головками крепят общими болтами или шпильками к верхней части картера.
В V-образном двигателе цилиндры одного ряда могут быть несколько смещены относительно цилиндров другого ряда. Это связано с тем, что на каждом кривошипе коленчатого вала крепятся два шатуна, один из которых предназначен для поршня правой, а другой — для поршня левой половины блока.
Скачивание книги
После успешного прохождения платежа (любым способом) и возврата в магазин KrutilVertel с сайта платежной системы Вы попадаете на страницу успешной оплаты:
Купленная Вами книга будет находиться в Вашем личном кабинете, откуда ее всегда можно будет скачать.
Обратите внимание, что после совершения оплаты, Вам необходимо вернуться обратно с сайта платежной системы на сайт KrutilVertel. В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги
В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги.
Замена комплектующих двигателя
Если рассматривать Ниву относительно новых лет, то следует учитывать, что тюнинг двигателя бывает двух вариантов:
- Чип-тюнинг.
- Механическая доработка.
В последнее время весьма большой популярностью пользуется чип-тюнинг, который позволяет за минимальные сроки существенно повысить показатель мощности. Однако к этому методу тюнинга следует относиться с некоторой опаской, о чем далее поговорим подробнее.
https://www.youtube.com/watch?v=ytcreatorsru
Не все внедорожники отечественного происхождения имеют бортовой компьютер. При этом не стоит забывать о том, что некоторые бортовые компьютеры находятся в плачевном состоянии и по факту не оказывают влияние на работу двигателя.
При рассмотрении данного метода тюнинга отметим нижеприведенные моменты:
- Повысить мощность можно примерно на 10-30 л.с. или более. Все зависит от того, какие именно параметры были установлены до проведения тюнинга.
- Рекомендуется доверять работу подобного типа специалистам, которые предоставляют услугу в данной сфере деятельности. Это связано с тем, что неправильно проведенный чип-тюнинг может стать причиной возникновения различных проблем с работой мотора.
- Техническое состояние конструкции ДВС во многом определяет то, может ли проводится чип-тюнинг. Если мотор находится в плохом техническом состоянии, то повышение нагрузки становится причиной быстрого износа. Поэтому при правильном проведении рассматриваемого процесса сначала выполняется полная диагностика.
- Как правило, автопроизводитель устанавливает минимальные значения мощности, оставляя запас. Если ранее чип-тюнинг не проводился, то программист сможет настроить работу двигателя для повышения его мощности. В случае, когда ранее уже была проведена рассматриваемая доработка, провести ее повторно будет уже не возможно
Модернизация внедорожных черт Chevrolet Нивы содействует существенному расширению способностей тс:
- усиливаются верхние крепления амортизаторов;
- модернизируется крепление верхнего болта, держащего редуктор фронтального моста.
Дополнительно можно установить гидроусилитель управляющего управления, двойные либо газовые рессоры заместо штатных. Все это стоит довольно недешево, но сделав таковой тюнинг, вы об этом никогда не пожалеете.
Внешний облик можно значительно поменять с помощью последующих деталей:
- передняя и задняя защита бамперов;
- пороги;
- спойлера;
- кенгурины.
Двигатель ВАЗ 21213 1,7 л. карбюраторный/инжек торный(21214) рядный 4-х цилиндровый с верхним расположением распределительного вала, грм Нивы имеет цепной привод. На базе 214 мотора выпускается двигатель ваз 2123 для шеви нивы, отличия в адаптации блока для установки в моторный отсек шнивы и крепления навесного оборудования, технически практически идентичны.
Основные отличия двигателя ВАЗ 21213 от 2106 диаметром цилиндра – 82 мм., головкой блока цилиндров, блок двигателя Нива 21213 от 2106 отличается меньшей высотой. Из преимуществ 213 мотора стоит отметить, наличие натяжителя цепи(не нужно подтягивать)и гидрокомпенсаторов(регулировать клапана не нужно).
Простейшая модернизация мотора Chevrolet Niva предусматривает замену определенных деталей. Для начала необходимо осуществить расточку гильз. После этого нужно подобрать поршни и специальные кольцевидные элементы, которые обладают определенным размером.
Также стоит задуматься и об увеличении объема топлива, идущего к цилиндрам. Для этого проводят доработку головки блока цилиндров, а именно растачивают впускные и выпускные окна, заменяют клапан на больший размер, растачивают или полностью меняют клапанные сёдла.
Конструкция шатуна
Особенности конструкции шатунов напрямую зависят от типа мотора и схемы его компоновки. Так для бензиновых двигателей используются легкие шатуны, в дизелях — тяжелые.
Основные элементы шатуна – стержень, верхняя поршневая головка, нижняя кривошипная головка.
Поршневая головка соединена со стержнем поршневым пальцем, кривошипная головка – с шейкой коленвала.
Стержень
Данная деталь шатуна может иметь различный тип сечения, которое может быть похоже на прямоугольник, на круг, крест или может быты Н-образным. Некоторые типы двигателей оснащаются шатунами, в которых стержни имеют небольшую масляную канавку для своевременной подачи масла в поршневую головку.
В большинстве случаев верхний отдел кривошипной головки оснащается маленьким отверстием для разбрызгивания масла во внутренних полостях поршня и цилиндра.
Поршневая головка
Поршневая головка размещена вверху и является неразъемным шатунным элементом, конструкция которого напрямую зависит от метода установки поршневого пальца.
В двигателях, в которых установлен палец фиксированного типа, поршневая головка имеет специальное цилиндрическое отверстие для его установки. В ДВС с пальцем плавающего типа, такая головка комплектуется бронзовой или биметаллической втулкой.
В тех моделях двигателей, которые используют плавающий палец, но втулка не предусмотрена, вращательные движения пальца осуществляются в соответствующем отверстии головки.
С целью снижения значительных нагрузок на палец, некоторые модели ДВС комплектуются шатунами с поршневыми головками в форме трапеции.
Кривошипная головка
Головка шатуна, которая расположена внизу отличается разборной конструкцией, основным назначением которой является соединение двух механизмов – коленвала и самого шатуна.
Головка состоит из верхней части и крышки, которая крепится к шатуну крепежными болтами. Кроме всего прочего такая головка может иметь два типа разъемов по отношению к стержневой оси — косой (выполненный под углом) и прямой (выполненный перпендикулярно).
Длина цилиндрового блока зависит от толщины нижней головки. В головке устанавливаются тонкие вкладыши подшипника скольжения, которые могут иметь от 2-х до 5-ти слоев, изготовленных из стальных полос, внутренняя часть которых покрывается защитным антифрикционным составом, соответствующим определенному типу двигателя.
Как правило, в современных ДВС применяются вкладыши, состоящие из 2-х и 3-х слоев. В двухслойном вкладыше на металлическую основу просто наносится слой антифрикционного состава, а в трехслойном вкладыше добавляется еще и изоляционный слой.
Чтобы снизить вибрации и шумы при работе двигателя, все установленные шатуны, а также их составные части должны иметь равную массу. Это значит, что в одном шатуне масса отдельной его детали должна быть одинаковой по отношению к массе аналогичной детали в другом шатуне.
Например, если масса стержня одного шатуна составляет 50 г., в таком случае во всех остальных шатунах стержни должны иметь аналогичную массу.
Подгонка массы шатунов происходит путем снятия тонкого металлического слоя с бобышек, которые располагаются на верхних шатунных головках. В некоторых случаях подобные бобышки находятся на шатунном стержне или нижней части поршневой головки.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Поршень
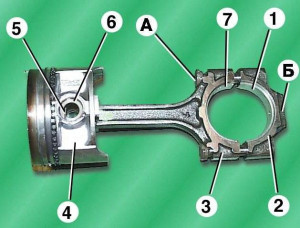
Поршень представляет собой металлический стакан сложной формы, устанавливаемый в цилиндре днищем вверх. Он состоит из двух основных частей. Верхняя утолщенная часть называется головкой, а нижняя направляющая часть — юбкой. Головка поршня содержит днище 4 (рис. а) и стенки 2. В стенках проточены канавки 5 для компрессионных колец. Нижние канавки имеют дренажные отверстия 6 для отвода масла. Для увеличения прочности и жесткости головки ее стенки снабжены массивными ребрами 3, связывающими стенки и днище с бобышками, в которых устанавливается поршневой палец. Иногда оребряют также внутреннюю поверхность днища.
Юбка имеет более тонкие стенки, чем у головки. В ее средней части расположены бобышки с отверстиями.
Днища поршней могут быть плоскими (см. а), выпуклыми, вогнутыми и фигурными (рис. б—з). Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней. Самой простой и технологичной является плоская форма. В дизелях применяются поршни с вогнутыми и фигурными днищами (см. рис. е—з).
При работе двигателя поршни нагреваются сильнее, чем цилиндры, охлаждаемые жидкостью или воздухом, поэтому расширение поршней (особенно алюминиевых) больше. Несмотря на наличие зазора между цилиндром и поршнем, может произойти заклинивание последнего. Для предотвращения заклинивания юбке придают овальную форму (большая ось овала перпендикулярна оси поршневого пальца), увеличивают диаметр юбки по сравнению с диаметром головки, разрезают юбку (чаще всего выполняют Т- или П-образный разрез), заливают в поршень компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна, или принудительно охлаждают внутренние поверхности поршня струями моторного масла под давлением.
Поршень, подвергающийся воздействию значительных силовых и тепловых нагрузок, должен обладать высокой прочностью, теплопроводностью и износостойкостью. В целях уменьшения инерционных сил и моментов у него должна быть малая масса. Это учитывается при выборе конструкции и материала для поршня. Чаще всего материалом служит алюминиевый сплав или чугун. Иногда применяют сталь и магниевые сплавы. Перспективными материалами для поршней или их отдельных частей являются керамика и спеченные материалы, обладающие достаточной прочностью, высокой износостойкостью, низкой теплопроводностью, малой плотностью и небольшим коэффициентом теплового расширения.
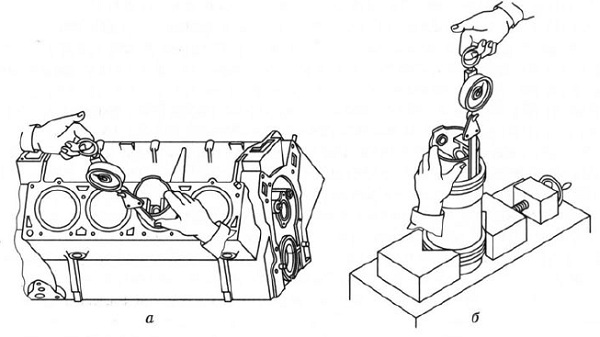
Сборка и установка
1. Собрать поршень 4 с шатуном 3. Перед этим нагреть поршень до температуры 60–80°С. Затем быстро вставить шатун в поршень так, чтобы надпись: «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессовать поршневой палец 6.
Установить стопорные кольца 5.
Надеть с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись: «Верх», кольцо должно устанавливаться на поршень этой надписью к донышку поршня.
На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо должно устанавливаться этой проточкой вверх к донышку поршня.
Вставить вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в выемку в нижней головке поршня.
Вставить вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ вкладыша должен войти в выемку в крышке.
Смазать цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 моторным маслом.
Повернуть поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца.
Повернуть коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливается поршень, находилась в н.м.т.
Вставить поршень с шатуном в цилиндр, при этом надпись: «Перед» на бобышке поршня должна быть обращена вперед двигателя (к приводу распределительных валов).
Чтобы не повредить зеркало цилиндра, рекомендуется на шатунные болты надеть втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной обжимки обжать поршневые кольца и легкими ударами рукояткой молотка протолкнуть поршень в цилиндр, при этом обжимка должна быть плотно прижата к блоку, иначе можно поломать поршневые кольца.
Продвинуть поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снять с шатунных болтов обрезки шлангов.
Установить крышку 2 шатуна на шатунные болты, при этом уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, а номера цилиндра, выбитые на шатуне и крышке, располагались с одной стороны.
2. Завернуть гайки шатунных болтов и затянуть моментом 68–75 Н·м (6,8–7,5 кгс·м).
3. Таким же образом установить остальные поршни с шатунами.
4. Несколько раз провернуть коленчатый вал, он должен вращаться легко, без заеданий.
5. Установить масляный насос, масляный картер и головку блока цилиндров.
Рассмотрим подробно:

1. Обозначение «406» на поршне указывает, что поршень для двигателя ЗМЗ-406

2. При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.

3. Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I— белой, II—зеленой, III—желтой, IV— красной.
Римская цифра указывает требуемую группу пальца.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
4. На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.

5. Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
6. Нагреваем поршень до температуры 60 — 80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
7. После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «ПЕРЕД» на поршне.
8. Фиксируем поршневой палец с обеих сторон стопорными кольцами
9. Надеваем кольца на поршень.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20 — 30 мм компрессионные кольца должны иметь зазор в замке — 0,3 — 0,6 мм, маслосъемное — 0,5 — 1 мм.
10. Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку, и сводим замок.

11. Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45˚, разъемном – 90˚.
12. Надеваем нижнее компрессионное кольцо надписью «Верх» к днищу поршня
13. Последним надеваем верхнее компрессионное кольцо.
Кольца поворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня.
Из чего сделан шатун
Шатуны ДВС делаются из стали методами ковки и штамповки. Для двигателей с высокой нагрузкой, это, например, гоночные авто и боллиды, шатуны могут выполнятся литьем титанового сплава.
Для ДВС массового производства шатуны изготавливаются методом горячей штамповки из следующих среднеуглеродистых и легированных марок сталей:
- Сталь 40. Сталь с содержанием углерода 0,4 %.
- Сталь 45. Означает, что углерода в сплаве 0,45 %.
- Сталь 45Г2. Шифр этой марки таков: в сплаве содержится 0,45 % углерода (С) и марганца (Mn) 2 %/
- Сталь 40ХН. В этом легированном сплаве, помимо 0,4 % углерода, содержится хром (Cr) в объеме 1 % и никеля (Ni) в объеме 1 %.
- Сталь 30ХМА. Это шифр жаропрочной релаксакционнстойкой стали. В составе 0,3 % С; хрома (Cr) 1%; молибдена (Mo) 1 %. Буква «А» говорит, что сплав улучшенный, прошел закалку с высоким отпуском.
Детали и расходники:
- Маслянный фильтр
- Моторное масло
- Ветошь
Инструменты:
- Гаечный ключ торцевой трубчатый 13 мм
- Оправка для запрессовки поршневой пальца
- Оправка для сжатия поршневых колец
- Молоток
- Съемник поршневых колец
- Щуп плоский
- Динамометрический ключ
Детали и расходники:
1. Вставьте шатун в поршень так, что бы приливы на шатуне были обращены в сторону задней части поршня.
Примечание:
На передней части днища поршня выполнена метка в виде лунки.
3. Установите стопорные кольца поршневого пальца в канавки поршня.
4. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
5. Порядок установки колец следующий: сначала устанавливают составное маслосъемное кольцо (замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо и, наконец, верхнее.
6. Сориентируйте кольца, как показано на рисунке. Установите кольца на остальные поршни.
Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 — расширителя маслосъемного и верхнего компрессионного колец;
2 — верхнего маслосъемного кольца;
3 — нижнего компрессионного кольца;
4 — нижнего маслосъемного кольца.
Примечание:
Устанавливайте нижнее компрессионное кольцо маркировкой вверх.
7. Установите вкладыш в шатун, совместив установочный усик вкладыша с выемкой на шатуне.
8. Смажьте моторным маслом зеркало цилиндра, поршень, поршневые кольца и шатунный вкладыш.
9. Установите на поршень оправку для сжатия колец и, вворачивая винт, сожмите кольца.
10. Проверните коленчатый вал так, чтобы его шатунная шейка, на которую монтируют шатунно-поршневую группу, установилась в ВМТ. Установите поршень цилиндра в соответствии с маркировкой номера цилиндра на шатуне.
11. Нажмите (например, рукояткой молотка) на поршень и сдвиньте его из оправки в цилиндр до момента установки нижней головки шатуна на шатунной шейке коленчатого вала. Аналогично установите поршни в остальные цилиндры.
Примечание:
При установке поршней в цилиндры метки (лунки) на поршнях должны быть обращены к передней части двигателя.
Предупреждение:
При установке поршня плотно прижимайте приспособление для сжатия поршневых колец к блоку цилиндров, иначе будут сломаны поршневые кольца.
Устанавливайте поршень в цилиндр осторожно, чтобы нижней головкой шатуна не повредить шатунную шейку коленчатого вала
12. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.
13. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
14. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала.
Предупреждение:
Крышку шатуна устанавливайте таким образом, чтобы маркировки номера цилиндра на шатуне и на крышке расположились с одной стороны.
15. Смажьте моторным маслом резьбу болтов и гайки крепления крышки шатуна.
16. Навинтите гайки шатунных болтов, не затягивая их окончательно.
17. Затяните гайки шатунных болтов моментом 13,7-15,7 Н-м (1,4-1,6 кгс*м).
18. Доверните все гайки на 35-40° по часовой стрелке.
19. Проверьте легкость перемещения шатунов вдоль шатунных шеек. При заедании отверните гайки шатунных болтов и повторно затяните их, как описано в пп. 17,18.
20. Проверьте плоским щупом боковые зазоры между шатунами и щеками кривошипов коленчатого вала. Номинальный зазор 0,200-0,470 мм, предельно допустимый — 0,5 мм. Если боковой зазор больше предельно допустимого, замените шатун и/или коленчатый вал.
21. Установите снятые детали в порядке, обратном снятию.
Обкатка двигателя
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу следующим образом:
1. Залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу:
- 820-900 об/мин — 2 минуты;
- 1000 об/мин — 3 минуты;
- 1500 об/мин — 4 минуты;
- 2000 об/мин — 5 минут.
He доводите работу двигателя до максимальных режимов.
3
Во время работы проверьте герметичность двигателя и его систем, давление масла, обратите внимание на наличие посторонних шумов
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причины.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.
В статье не хватает:
Качественных фото ремонта
Шатунно-поршневая группа ГАЗ 3110
Порядок выполнения
1. Снять головку блока цилиндров (см. подраздел 2.1.7).
2. Снять картер двигателя и прокладку картера.
3. Снять масляный насос (см. подраздел 2.3.1, пункты 1-2 и 4).
4. Отвернуть гайки 1 шатунных болтов и снять крышку 2 шатуна. Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
5. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынуть его вместе с шатуном. Вынуть из шатуна вкладыш шатунного подшипника
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверить метки на шатуне и крышке шатуна
Если метки не видны — пометить шатун и крышку номером цилиндра.
6. Таким же образом вынуть остальные поршни с шатунами.
7. С помощью съемника снять поршневые кольца.
8. Снять стопорные кольца с двух сторон поршня.
9. Выпрессовать специальным приспособлением поршневые пальцы. Если приспособления нет, можно выбить поршневые пальцы легкими ударами молотка через оправку 1. Вынуть шатун 2 из поршня 3.
10. Таким же образом снять остальные поршни с шатунов.
11. После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
|
Диаметр пальца, мм |
Диаметр отверстия, мм |
Маркировка |
||
|
в верхней головке шатуна |
в бобышке поршня |
пальца, шатуна и поршня |
поршня |
|
|
22,0000-21,9975 |
22,0070-22,0045 |
22,0000-21,9975 |
Белый |
I |
|
21,9975-21,9950 |
22,0045-22,0020 |
21,9975-21,9950 |
Зеленый |
II |
|
21,9950-21,9925 |
22,0020-21,9995 |
21,9950-21,9925 |
Желтый |
III |
|
21,9925-21,9900 |
21,9995-21,9970 |
21,9925-21,9900 |
Красный |
IV |
|
Наименование детали |
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
| Поршень |
92,0 +0,048 1-й ремонтный размер 2-й ремонтный размер |
Цилиндр |
92,0 +0,048 1-й ремонтный размер 2-й ремонтный размер |
| Верхнее поршневое компрессионное кольцо |
2,0 -0,012 |
Поршень |
2,0 +0,075 |
| Нижнее поршневое компрессионное кольцо |
2,0 -0,012 |
Поршень |
2,0 +0,075 |
| Поршневое маслосъемное кольцо |
0,7 -0,04 x 2+3,25 -0,15 |
Поршень |
5,0 +0,055 |
| Поршневой палец |
22,0 -0,01 |
Шатун |
22,0 +0,007 |
| Поршневой палец |
22,0 -0,01 |
Поршень |
22,0 -0,01 |
| Стопорное кольцо поршневого пальца |
1,6 -0,25 |
Поршень |
1,8 +0,12 |
| Шатунные вкладыши |
60,0 +0,019 – |
Коленчатый вал |
56,0 -0,025 |
| Шатун (ширина нижней головки) |
26,0 -0,25 |
Коленчатый вал (ширина шатунной шейки) |
26,0 +0,1 |
|
Наименование детали |
Зазор, мм |
Натяг, мм |
Предельно допустимый, мм |
|||
|
min |
max |
min |
max |
зазор |
размер |
|
| Поршень |
0,024 |
0,048 |
__ |
0,25 |
91,9 |
|
| Верхнее поршневое компрессионное кольцо |
0,05 |
0,087 |
__ |
__ |
0,15 |
2,1 |
| Нижнее поршневое компрессионное кольцо |
0,05 |
0,087 |
__ |
__ |
0,15 |
2,1 |
| Поршневое маслосъемное кольцо |
0,115 |
0,365 |
__ |
__ |
__ |
__ |
| Поршневой палец |
0,0045 |
0,0095 |
__ |
__ |
__ |
22,01 |
| Поршневой палец |
__ |
0,0025 |
__ |
0,0025 |
__ |
|
| Стопорное кольцо поршневого пальца |
0,20 |
0,57 |
__ |
__ |
__ |
__ |
| Шатунные вкладыши |
0,009 |
0,063 |
__ |
__ |
__ |
__ |
| Шатун (ширина нижней головки) |
0,25 |
0,45 |
__ |
__ |
__ |
__ |
Видео про «Шатунно-поршневая группа» для ГАЗ 3110
https://youtube.com/watch?v=Hc2MrrfQi7c
Сборка 402 двигателя, Волга, Газель (часть 3). Сделай Сам!
Комплект поршней газ 406 COMPOZIT
https://youtube.com/watch?v=-zwRvC_HWMc
Как заменить поршневую в 406 ЗМЗ двигателе не снимая с машины часть 2
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.